

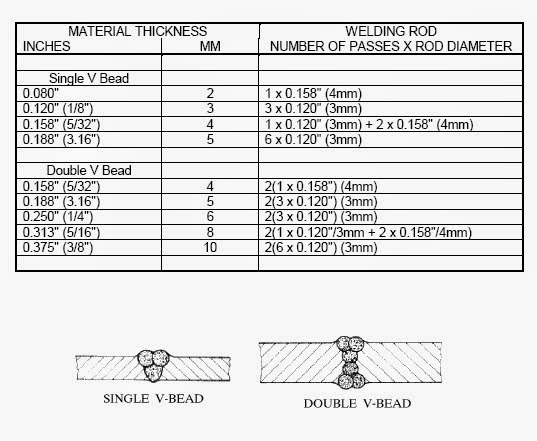
Ada beberapa design las (bead form), beberapa contohnya dapat dilihat pada skema di bawah ini. Beberapa aspek harus dipertimbangkan sebelum memulai mengelas. Diameter welding rod yang kecil lebih disukai dibanding diameter welding rod yang lebar karena lebih mudah dan lebih cepat dalam kontrol plastisasi. Namun kesulitannya bila material yang digunakan cukup tebal maka harus digunakan welding rod yang berlapis (multiple bead), hal ini dapat berakibat ‘heat stress’ yang berlebihan karena siklus pemanasan dan pendinginan yang berulang.
Faktor Heat stress juga menjadi perhatian saat memilih bead form, sebagai contoh butt joint berbentuk double V akan berdampak lebih sedikit stress dibanding single V, untuk itu perlu meluangkan waktu memilih design yang tepat agar terhindar dari dampak lanjutan yang merugikan.

Rekomendasi plastik bead desain
Dressing and repairing welds
Berbeda
dengan prosedur pada metal welding, proses dressing pada plastik welding tidak
diperlukan terkecuali memang dibutuhkan permukaan yang rata, karena kekuatan
weld akan berkurang lebih dari 25% jika permukaan bead weld di amplas atau
digerinda karena akan mengakibatkan notch bilamana dilakukan dengan tidak
hati-hati terutama pada material yang sensitive terhadap notch seperti PVC,
namun bila-pun terpaksa dapat menggunakan rotary sander. Hasil pengelasan yang
terlihat secara visual gosong, ataupun kohesi yang lemah dengan materialnya
haruslah dibuang dan diganti ulang dengan welding yang baru, Karena welding
yang dilakukan di atas welding yang gagal tidak akan menghilangkan kelemahan
kohesi las yang sudah terjadi.
 Foto dari atas ke bawah :
Foto dari atas ke bawah :
Cacat
pengelasan
Gambar berikut menggambarkan hal umum
yang menyebabkan cacat pengelasan
- Pengelasan dimulai sudah tepat tapi penyelesaiannya tidak sempurna terlalu terburu-buru/ terlalu cepat.
- Hot gun tidak dibiarkan terlebih dulu mencapai suhu pengelasan yang sesuai dan penyelesaian pengelasan terlalu cepat sehingga meninggalkan lubang.
- Tekanan terlalu kuat pada kawat las sehingga terlalu dalam dibanding permukaan lembaran plastiknya.
- Temperatur pengelasan terlalu tinggi, menyebabkan tepi pengelasan melepuh, dapat mengakibatkan area pengelasan menjadi lebih getas.

Tidak ada komentar:
Posting Komentar